
SIMONEAU’S TAKE
on the food and beverage industry
A boiler system supporting Food and Beverage manufacturers through their toughest challenges
Today’s food manufacturers are under pressure to cut energy costs, decarbonize process heat, protect uptime, and maintain strict food safety standards, all while managing aging boiler infrastructure and a shortage of in‑house steam expertise.
Steam remains essential across the sector: more than 60% of food and beverage production processes rely on steam for heating, cooking, sterilization, and CIP*. At the same time, unplanned downtime can cost food processors $30,000 to $50,000 per hour*, making reliability non‑negotiable.
Key Challenges
Simoneau’s solution
IN-HOUSE LOCAL EXPERTISE
Simoneau’s in‑house expertise brings clarity to this complexity.
- Optimization of existing steam systems
- Guidance on regulatory, safety, and decarbonization roadmaps
- Training for plant teams on safe, efficient boiler operation
STEAM AND HEATING INNOVATION
Simoneau helps plants transition to equipment that matches real production loads, reducing cycling, improving part‑load efficiency, and lowering operating costs.
INTEGARTED SERVICES AND RENTALS
Simoneau’s integrated services and rental solutions ensure continuity, no matter the season or system condition.
- Rental boilers for peak season, shutdowns, or emergencies
- Preventive maintenance and rapid response
- Lifecycle planning and phased modernization strategies

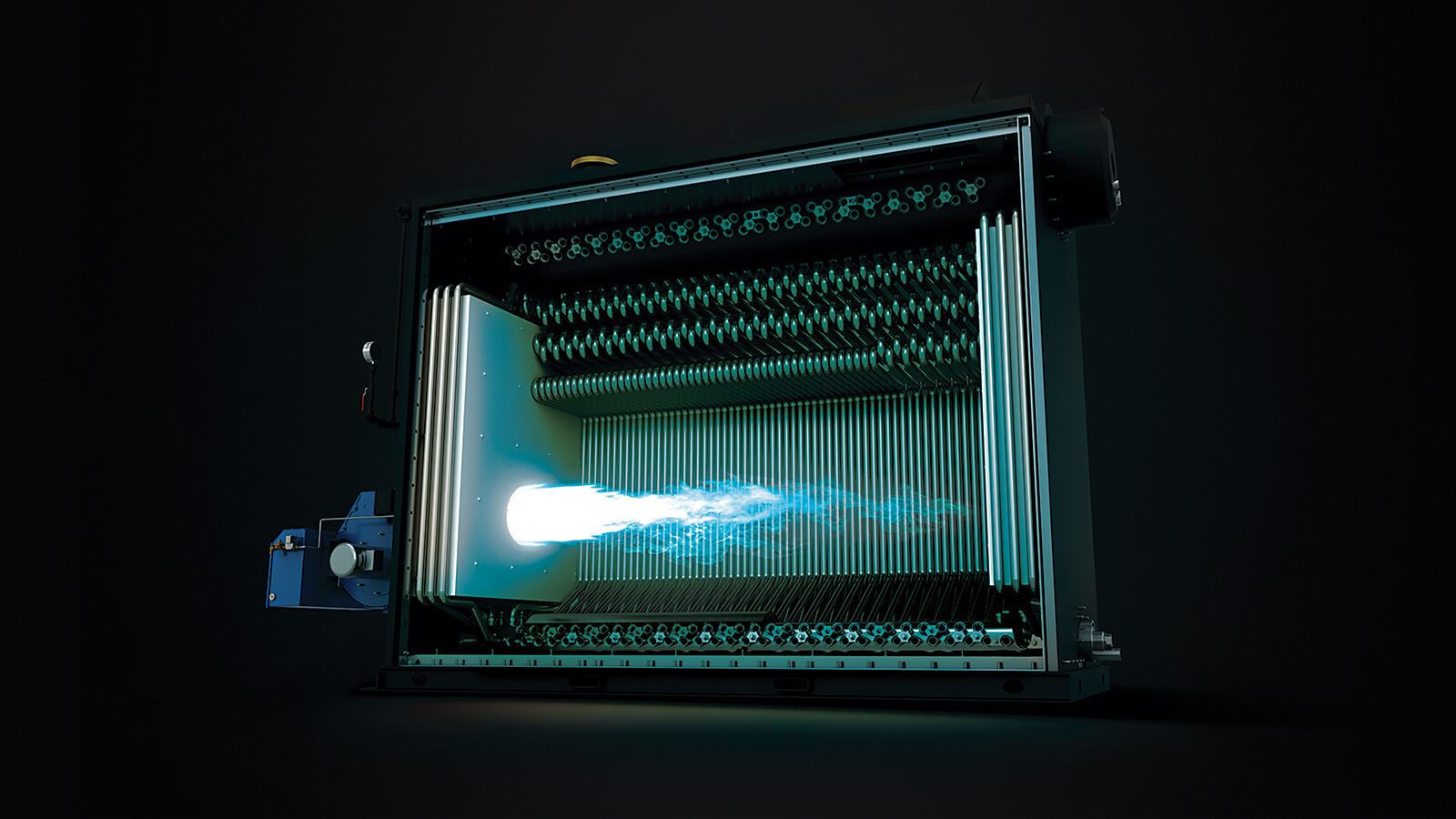
THE ORIGINAL PATENTED MIDSIZE INDUSTRIAL BOILER
Simoneau helps plants transition to equipment that matches real production loads, reducing cycling, improving part‑load efficiency, and lowering operating costs.
Maverick Steam Boiler is the industry’s first mid-size industrial steam boiler tailored specifically for the food and beverage industry. Equipped with an integrated economizer, its robust construction increases thermal efficiency while controlling energy costs.
The Outcome
- Reduced fuel consumption and improved energy performance
- More stable and reliable process temperatures
- Increased uptime and production continuity
- Stronger audit readiness and food safety compliance
- A clearer roadmap toward decarbonization and modernization




